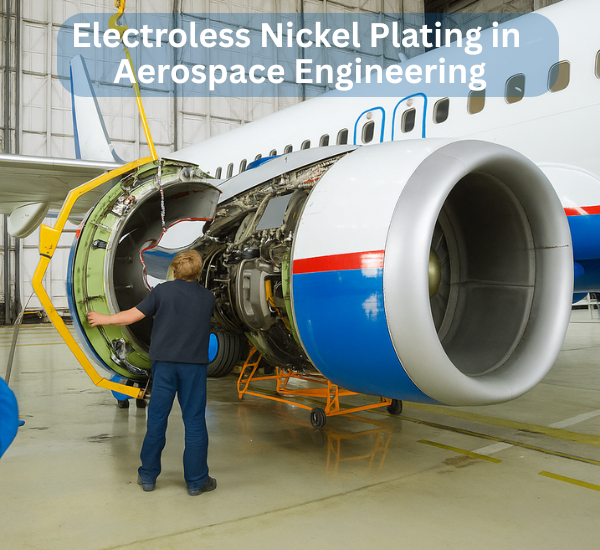
Electroless nickel plating (ENP) has become essential across automotive manufacturing. With uniform deposition, exceptional corrosion resistance, and wear protection—make it ideal for enhancing both performance and durability of critical components.
Continue reading